 (028) 9070 6940
(028) 9070 6940
 sales@laserproto.com
sales@laserproto.com The purpose of this guide is to provide its readers with a better understanding of the Selective Laser Melting/Sintering/Cusing process of metals, in order to inspire use of the technology and enable users to design components suitable for this process.
What is Laser Melting/Sintering/Cusing of metals?
Additive manufacturing (AM) systems for processing metallic materials can be broadly divided into three categories, powder bed, powder feed and wire feed.
Selective Laser Melting (SLM) by SLM Solutions, Direct Metal Laser Sintering (DMLS) by EOS-GmbH and Laser CUSING by Concept Laser are all just commercial names and acronyms given to various metal powder bed AM systems. Each company’s system has slightly different set-ups but broadly speaking the technology is the same in that they have a laser based power source and use a powder bed. From our experience the most common name used to describe the powder bed systems is DMLS so for the purpose of this guide we will refer broadly to the technology as DMLS.
It should be noted that Electron Beam Melting (EBM) system developed by ARCAM, also uses a powder bed system, but as the name suggests the power source is an electron beam not a laser.
Typical DMLS Build Process
1) The first stage of the process is preparing the data for a build. This involves taking a 3 dimensional (3D) Computer Aided Design (CAD) drawing and creating slices or 2D images of the component segmented horizontally by a designated layer thickness.
2) At the machine a new build plate is installed on the right hand side of the build chamber. On the left hand side a powder reservoir is filled with metal powder.

(Fig. 1 Initial set up of DMLS build chamber)
3) The laser primes the plate by drawing the first layer of support directly on to the metal plate. The support acts as an intermediary between the part and the build plate. It aids quick removal of the part, whilst also acting as an anchor to help restrain the part, and allowing heat and stresses to pass from the part to the build plate.

(Fig. 2 Laser primes plate for first layer)
4) Next the right platform holding the build plate drops by one layer (0.015mm) while the left platform raises offering powder from the reservoir. The re-coater moves from left to right evenly layering powder, and then returns to its home position.

(Fig. 3 First layer of powder recoated)
5) The laser then draws the next layer of support and the process is repeated, whereby the build plate is lowered by 1 layer (0.015mm) and a fresh layer of powder is replenished. Typically the height of the support would be approx. 3-4mm.

(Fig. 4 Second layer drawn)
6) The process is then repeated and a fresh layer of powder is laid down after each layer is drawn. Typically DMLS systems will recoat from only one direction in order to avoid dragging unwanted particulates back and forth through the powder bed. Excess powder is pushed into an overflow reservoir to the right of the build plate. This powder can be sieved and reused.

(Fig. 5 Repeated recoating and drawing)
7) The component is then drawn directly on top of the supports. Each layer is drawn upon a fresh layer of powder.

(Fig. 6 drawing of component after supports)
8) Once the build is complete the platform is raised to the top and the excess powder is brushed into the over flow reservoir. This powder can then be sieved and reused.

(Fig. 7 Raising build platform and removing excess powder)
9) The building plate is then removed from the build chamber. While the parts are still attached to the build plate they may receive a number of different treatments such as shot peening or a heat treatment. These treatments can increase physical properties and relieve stress.

(Fig. 8 Build plate removed for post treatments)
10) Parts are typically removed using either a saw or Electric Discharge Machine (EDM). Parts are then ready to be post machined, barrel rumbled or hand finished.

(Fig. 9 Parts removed from build plate)
Understanding DMLS
Speed
- Parts can be built straight from a CAD file without having to write tool paths or other labour intensive pre-processing operations, making complex parts very price competitive to manufacture.
- DMLS can significantly reduce the time to market. Design changes can be implemented quickly, therefore parts can be built overnight and be in use within days.
- Components require no tooling (e.g. fixture plates, jigs, gauges etc.) which greatly reduces initial manufacturing lead-time.

(Fig. 10 shows a platform of production components with small complex geometry built by LPE on their MLab machine)
Costs
The cost to produce a DMLS component is dependent upon two main factors, the time taken for the machine to build the component and the material in which the component is to be made. Unlike if the component were to be machined the complexity of the part is not a determining factor in the cost.
To break it down further the Build Time is dependent upon the following factors:
- Laser power & the metal powder morphology: The laser power and morphology (size and shape) of the powder will determine the layer thickness and also scan speed (draw speed) of a system. The laser beam has to melt each new layer of powder while penetrating and re-melting (wetting) the layer beneath in order to achieve a good connection. Higher powered systems can build with thicker layers and therefore build times can be quicker and less expensive however this is at the detriment of resolution and surface roughness.
- Part Z height & recoat time: The time to recoat fresh powder at the beginning of each layer takes a fixed amount of time, therefore the greater the z height of a part the more layers that require recoating and the higher the recoat time.
- Part volume/cross sectional area & scan time: The larger the volume of the part, the greater the cross sectional area the laser is required to draw. There is a direct increase in scan time for parts with a higher volume.
- Platform size and quantity of parts: The platform size will determine how many components can be produced in parallel production. Fitting multiple components on a single platform at the same z height can make the piece price very cost effective because they then share the recoating time on their cost (see fig.11). However it can sometimes be more expensive to run a single component on a larger platform if it would fit on a smaller machine due to the higher running cost.

(Fig. 11 is an example of a single part vs. multiple parts of the same height on one platform)
- Material cost is directly related to the price of the raw material, and the price for precious metals follows very closely to that of stock market prices. However metal powders are generally supplied by the original equipment manufacturer (OEM) instead of directly from the powder manufacturer which is likely to account for a higher cost. Buying through the OEM’s is favourable to ensure quality, repeatability and consistency of powder, although it is possible to develop customised blends to tailor to a specific requirement.
- Cost savings: By using DMLS there can be a direct reduction in material costs. DMLS builds components additively (adding material layer by layer) using only the material that it needs to build the component. Compare that to machining or turning which subtracts material from a billet creating a lot of waste material (sometimes as high as 85%, see fig.12). DMLS is especially cost effective for large production orders in expensive materials such as titanium, cobalt chrome or Inconel, for which the reduction in waste material results in significant cost benefits.

(Fig. 12 shows the size of billet (left) (app. 0.44Kg) that would be machined to manufacture the DMLS printed metal cog component (app. 0.0134Kg) on the right)
AM design can reduce weight and improve functionality of components; which in the aerospace automotive industry means reduced fuel consumption and hence lower cost.
Materials
DMLS systems are very diverse and can run a large range of metals. These metals can be categorised as reactive or non-reactive. Due to the small particle size of the powder, reactive metals can present a fire and explosion hazard. To create a safe environment, the build chamber is flooded with an inert gas such as nitrogen or argon, and the user wears suitable protective equipment, such as full body suit, full face mask and flame proof gloves. Machine technology has now developed so that all powder handling is carried out within a controlled environment, minimising exposure to the atmosphere.
The table below includes some examples of the types of metals that are available to build with and categorizes them as either reactive or non-reactive.
Non-Reactive Metals
(Fig. 13 Non-reactive safety equipment) | Reactive Metals
(Fig. 14 Reactive safety equipment) |
| Stainless Steel: 316L | Aluminium alloys 30AL 31AL |
| Hot-work stainless steel | Pure titanium: Ti6AI4V |
| Stainless hot-work steels | Titanium alloys |
| Bronze alloys | Cobalt-chromium alloys |
| Precious-metal alloys | |
| Nickel-base alloys: 718 & 625 |


(Table 1 Examples of Reactive and non-reactive metals that can be built using DMLS systems)
Aside from the safety considerations, it is important to ensure that the build chamber is flooded with an inert gas in order to keep the metal powder from oxidising. It is known that powder particles with an oxide layer absorb higher amounts of CO2 laser radiation which effects the way the powder is melted and could disrupt the way layers would normally bond, thus it could have a detrimental effect on the materials’ properties.
Mechanical and physical properties
Although the microstructure of a DMLS manufactured component will differ from a conventionally processed component, it has been found that the physical and mechanical properties such as porosity and strength can achieve near that of the forged equivalent, with parts having typically 98-99% density.
When the laser draws locally the powder is fully melted. This is done at a high temperature over a relatively short depth, and because the build chamber is not heated it then cools rapidly. The rapid cooling shortens the time to solidification limiting time for grain growth in the microstructure. It has been observed that the grains are able to grow longer in the direction of the melt flow, resulting in a microstructure that is layered and made up of large and small grain sizes. This unique microstructure can cause components to have different mechanical properties dependent on the build direction of the part.
Often components are post processed to achieve higher dimensional accuracy and stability, by using heat treatments such as hot isotactic pressing (HIP) and stress relieving cycle’s, problems such as micro cracking and distortion can be overcome.
Surface finish
For a component straight off the machine the surface roughness or roughness average (Ra) would be typically 3-11 Ra (µm) dependent upon material and layer thickness.

(Fig. 15 is an example highlighting different build surfaces relating to roughness)
Surfaces on the same component will have a different roughness dependent upon the orientation of a surface to the building plane (See fig. 15). Generally up facing surfaces are smoother than down facing surfaces, and vertical walls are less rough or “stepped” than angled surfaces. Table 2 below gives some typical values of surface roughness for the same component when built on a Concept Laser M2 machine and Concept Laser MLab machine (i.e. with different laser powers and hence different layer thicknesses).
| Machine | Material | Layer thickness (mm) | Vertical sidewall (Ra μm) | Angled up facing 45◦ (Ra μm) | Up-facing (Ra μm) | Angled down facing (45◦) (Ra μm) |
| Concept Laser M2 | Stainless (Steel 316L) | 0.03- 0.05 | 5 | 7 | 10 | 9 |
| Concept Laser Mlab | Stainless (Steel 316L) | 0.025 | 3.2 | 4.5 | 6 | 5.5 |
| Aluminium (Alsi10Mg) | 0.015 | 4 | 5 | 5.2 | 5.7 |
(Table 2 Provides examples of surface roughness for the same component built on two different Concept Laser machines)
It can be seen from the table 2 above that vertical walls have the best surface roughness and that the Mlab machine produces a smoother surface finish because it builds in smaller layers, and uses a laser with a smaller beam spot size.
Surface finish can be improved by CNC or Electric Discharge Machining (EDM) afterwards or even hand polished if accessible to achieve a specified cosmetic finish. It should be understood that polishing surfaces will remove material which may compromise tolerances unless compensated for before building.
Smallest features
The smallest feature (or minimum wall thickness) will depend upon the orientation of the feature, material and the beam size of the laser for that DMLS system. The table below gives some typical values for different materials built on Concept Laser MLab machine.
| Material | Smallest feature | Metric | |
| Z thickness | Vertical wall thickness | mm | |
| Aluminium | 0.4 | 0.15 | mm |
| Stainless steel | 0.4 | 0.15 | mm |
| Maraging steel | 0.5 | 0.1 | mm |
| Titanium | 0.4 | 0.15 | mm |
| Inconel | 0.4 | 0.1 | mm |
(Table 3 Recommended minimum wall thickness for design.)
As it can be seen from the values in table 3 and the examples show in fig. 16 (below) high resolution machines such as Concept Lasers’ MLab can produce some excellent small parts with very fine detail.

(Fig. 16 shows some examples of high resolution parts built in steel on a Concept Laser MLab machine)
Support Structures
Support structure is a requirement for DMLS produced components. This structure attaches the component to the build plate and needs to meet the following characteristics:
- Strong enough to support the weight of the component;
- Rigid enough to prevent movement during the recoating process;
- Strong enough to resist distortion from built up stress;
- Have as low a volume as possible to minimise laser scan time;
- A design that enables quick removal of component from build plate.
Striking the balance between these characteristics is the key to building good efficient DMLS components.
Support removal can be labour intensive and for the more challenging parts support tends to be heavier/thicker which may require machining or EDM. If a particular surface requires a very tight dimensional tolerance, or when a surface is not easily accessible it would be beneficial not to have support; therefor it is important to have a good understanding of how you can design/build a part that minimises the need for support.

(Fig. 17 shows two components, one with the support attached and one with the support removed and polished)
Considerations for design
When designing a new component to be produced by DMLS, break the traditional mould of thinking. For many other manufacturing methods, to create elaborate structures would be expensive and difficult and in many cases impossible, but this is where DMLS excels. It brings together the design freedom of additive layer technology and the functionality of production materials.
As with all processes there are challenges and limitations, understanding these and learning to work with them is the key to success when using this technology.
Stress and distortion
Creating functional production parts is not always a straight forward process; sometimes it can take several builds to get it right. There are certain geometries that will make the part want to bow and distort and it can sometimes be a challenge to predict these issues the first time a part is built. However once this has been determined the quality is repeatable, and this enables DMLS to be used for series production.

(Fig. 18 above shows an example of how the bottom layers has “pulled in” because the support have been insufficiently rigid and not able to resist the stresses created by scanning a long flat area)
Avoid large cross sectional areas. The laser beam is very small, which means it has to focus a lot of intense energy into the powder. Consequently when the laser has to draw a large cross sectional area in one layer this can lead to a build-up of stress.
Issues associated with large cross sectional areas can be overcome by:
- Creating a very strong solid support structure which will anchor the part directly to the build plate. The stress may be present but it can be relieved by a post process stress relieving cycle in a thermal oven. (see fig. 19)

(Fig. 19 shows two block parts, one with just regular support and the other with regular and solid support which attaches the part directly to the platform.)
- Orientating the part to minimise the cross sectional area for which the laser will be required to draw. (see fig. 20)

(Fig. 20 shows two identical halves of a tool insert positioned in two different orientations (left). The picture on the right shows a section view taken in the z axis which highlights the smaller cross sectional area of the pink insert.)
- Re-design the component to help avoid stress.
- Avoid superfluous volumes, only build process relevant geometry.

(Fig. 21 shows how the difficult part of a tool insert could be separated out from the superfluous volume allowing just the process relevant geometry (yellow) to be manufactured using DMLS)
- Another option is hollowing the part, this can be done quite easily using most CAD packages, where the outer wall thickness is set for maybe to 2-3mm and the rest of the part is hollow.
- To help reduce volume use lattice structure they are not only easier on the build process as they avoid large unwanted volumes but would typically have a better structural performance per weight compared to the same component made with bulk material.

(Fig. 22 Example of an Orb made with a lattice structure built by LPE.)
- Avoid sharp changes in cross sectional area. The shape of a component plays a big part in how stress affects a component. The way one surface is connected to the next can make a difference; sharp corners should be avoided especially when going from a thick cross sectional area to a thin one, as they can act as a stress raiser, so use radii on corners.
Support
Having some support is necessary, and where it attaches to the surface often pips are left and require sanding or fettling to smoothen. It is therefore advantageous to understand what features require support and when it is possible to modify the design to create self-supporting structure. In some cases support can be avoided by orientating the part in a certain way although this can sometimes increase costs by making the build taller.
Overhangs
While the first layer of a part must be supported to anchor the part to the platform, subsequent new down facing layers such as overhangs (horizontal protrusions from the solid part) can be self-supporting as the vertical walls are sufficient as support until the distance reaches a certain size. As you can see from the pictures in fig. 23 typically once an overhang reaches 0.6mm and above, the surface starts to distort without support and becomes very rough.

(Fig. 23 Parts with an unsupported overhang, ranging from 0.2 – 1.2mm)
Bridges
Bridge like structures are features that support a protruding horizontal surface from two sides and again the vertical walls acts as support. As you can see from fig. 24 (below) the maximum bridge gap size before the part becomes significantly distorted is about 2mm. The gap can be higher without the part failing, however the surface quality and accuracy significantly decreases.

(Fig. 24 above shows a range of unsupported bridge structures in order to demonstrate the effect of gap size and surface roughness)
Minimum support angle
Surfaces built at an angle to the build plate can be self-supporting. There is a minimum angle required to produce a good quality accurate surface. It can be seen in fig. 25 that once the angle becomes less than 450 the surface quality of the unsupported surface starts to degrade, and as seen at 200 the part begins to completely fail.
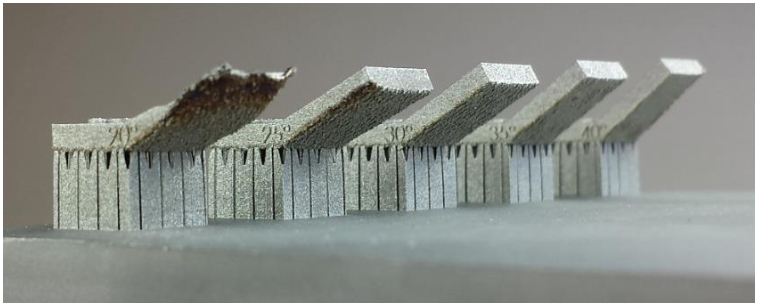
(Fig. 25 parts built in steel with unsupported face at varying angles 200, 250, 300, 350 and 400)
The minimum support angle for each material is different. For example the minimum angle for steel and aluminium would typically be 450 whereas with titanium it may be possible to build an unsupported feature at an angle of 300.
Holes and Channels
Circular features built in a vertical plane are built up of many layers (see fig. 26). Most of these layers are self-supportive when the circle size is small. However as the tangential angle becomes smaller than 450 the layers near the top of the circle, if unsupported, degrade and will not form correctly.

(Fig. 26 shows a simplified drawing of a circular profile built up in layers, highlighting the tangential self-support angle.)
Fig. 27 (below) shows examples of circular features built without support. It can be seen that for holes 8mm and above without support the accuracy of the circular profile diminishes and becomes rough (It should be noted that the greatest dimensional accuracy for a circular feature is always achieved when it is drawn in the horizontal XY plane not in the vertical)

(Fig. 27 highlighting that the tops of unsupported circular features that have degraded.)
For a component which has an internal hole or channel that is not accessible, but for the feature to function (such as with conformal cooling channels used in tooling) it is required to be support free, an alternative design that can take advantage of self-supporting profiles such as a teardrop or diamond shape should be used as seen in fig. 28.

(Fig. 28 shows alternative hole/channel designs requiring no support)
Orientation to minimise support
When designing and building components by DMLS, it is best to think organically and to try and grow the part upwards. Typically to achieve a good surface and dimensional accuracy the best build orientation is that which results in the smallest down facing footprint as this minimises the need for support. The example shown in fig. 29 helps demonstrate how a component would typically be supported in 3 different orientations. The component on the right takes advantage of the self-supporting surfaces and is by far the best orientation for minimising support.

(Fig. 29 shows a component typically supported in 3 different orientations)
Successful design application in Industry
Tooling
Using DMLS to build injection moulding tools with conformal cooling channels; reduces the time it takes to cool the injected part, reducing cycle time and therefore costs.

(Fig. 30 shows a machined steel core with straight channels and a conformal cooled core with spiral channels, the latter of which was manufactured using DMLS)
Aerospace
Designers are incorporating lattice structures to reduce weight without compromising on strength.

(Fig. 31 shows an optimized hinge design of an Airbus nacelle hinge bracket built using DMLS)
Probably the most publicised example within the aerospace industry of incorporating DMLS design has been General Electric’s (GE’s) Leap engine fuel nozzle. By reducing 20 assembled components to just 1 (see Fig. 29), they were able to achieve a 25% reduction in weight.

(Fig. 32 GE fuel nozzle (left) and Leap Engine (right))

(Fig. 33 shows an example of how simplifying an assembly can reduce weight)
Medical and Dental
Currently the medical industry is probably the largest users of the technology, with the ability to make custom made parts in medical/production grade materials. DMLS been used to produce dental crowns, knee implants, bone screws and hip implants to name but a few.
The ability to control porous structure has vastly improved the performance of implants. For example, femoral implants (see fig. 34) is traditionally stabilized using cement and multiple screw fixations, however now with the ability to print a controlled lattice structured stem, superior mechanical properties can be achieved by inducing osseointergration (ingrowth of bone into an implant).

(Fig. 34 shows a femoral implant with lattice structured stem which was printed using DMLS)
Jewellery and fashion industry
DMLS technology has been used to create bespoke custom printed jewellery in precious metals, as well as freeform footwear and clothing. (See fig. 35)

(Fig. 35 above shows examples of DMLS printed gold rings (left) and a shoe heel printed in titanium (right))
When is DMLS not appropriate?
High Volumes
If the design is stable, unchanged throughout its lifetime and the quantities are high then traditional manufacturing is generally less expensive than the DMLS process. This is especially true for simple design that cannot benefit from the geometric complexities that DMLS is capable of producing.
Component size is very large
DMLS machines come in a variety of sizes with a small machine typically having a 90 x 90 x 90mm build envelope, medium sized machines typically in the 250 x 250 x 250mm range and at the time of writing the largest build envelope to come on to the market is Concept Lasers’ 2000R machine which has a build envelope of 800 x 400 x 500 mm, this sets the limits as the largest component that can be manufactured in 1 piece by DMLS.
Summary
Design components appropriately for DMLS. Take advantage of being able to build lattice structures and customised complex geometry. Avoid large volumes and large cross sectional areas.
Not every component is suitable for DMLS, the process is most suitable for components which are small and have complex geometry.
It is sometimes difficult to predict first time how best to support and orientate a part, but the process is repeatable and capable of use for production.
The minimum wall achievable, surface roughness and dimensional tolerances will vary depending on the choice of machine and material.
Down facing and supported surfaces tend to be the roughest surfaces, and when a high quality surface finish is required there may need to be machining and polishing tolerances added to allow for the removal of some material.
With careful design and communication with an experienced build engineer, very high dimensional tolerances can be achieved.
DMLS technology is still in its infancy as a manufacturing method. As a technology it will grow alongside traditional manufacturing methods rather than replacing them. The future for DMLS will see it develop into a more streamline process for production manufacturing, with the emphasis on developing the process to make it faster and faster. For many engineers the new possibilities DMLS offers has already changed their outlook on design. This technology is at the forefront of modern engineering and those that don’t embrace it may find themselves left behind.